Plant Structure Corrosion Monitoring
10 May 2020Table of Contents
Plant Structure Corrosion Monitoring
Once a plant is in operation it is important to monitor the progress of any corrosion which might be taking place. The four approaches described below vary in sophistication and cost.
The most appropriate for any plant is determined by a number of factors, including the mechanisms of corrosion which are anticipated and the implications of catastrophic or unexpected failure. Key areas of the plant require closer monitoring than readily replaceable items.
The measures described below do not replace the mandatory inspections of pressure vessels, etc. for insurance purposes. The overall philosophy of corrosion monitoring is to improve the economics of the plant’s operation by allowing the use of cheaper materials and generally reducing the over-design that goes into plant to combat corrosion.
1. Physical examination
Full records of all constructional materials that are used in the plant should be maintained and updated when repairs are undertaken.
The exteriors of all parts of the plant should be subjected to frequent visual examination and the results reported and stored for future reference. This maximizes the warning time before corrosion failures occur, since the majority of failure mechanisms cause leaks before bursting.
Key items of plant, those in which some degree of corrosion is anticipated and those which might suffer catastrophic failure should be examined in greater detail. Internal visual inspection during shutdowns is sufficient to identify most corrosion effects.
Cracking can usually be seen with the naked eye but where cracking is considered to be a possible mechanism an appropriate non-destructive test method should be employed. In items of plant which are shut down only infrequently (relative to the timescale of possible corrosion or cracking failure) external non-destructive testing is often possible.
Candidate non-destructive test methods include:
a. Ultrasonic techniques:
Wall thickness can be mea- sured to monitor the progress of general corrosion, cracks can be detected and hydrogen blisters identified. Certain construction materials such as cast iron cannot be examined by ultrasound. Skilled operators and spe- cialist equipment is required. Plant can be examined in situ except when it is above 80°C.
b. Magnetic particle inspection:
Surface emergent and some sub-surface cracking can be detected in ferro- magnetic materials. The technique must be used on the side of the material in contact with the corrodent.
c. Dye penetration inspection:
This is a simple technique, requiring a minimum of operator training. In the hands of a skilled operator it is capable of detecting fine cracks such as chloride stress corrosion cracks in austenitic stainless steels and fatigue cracks.
2. Exposure coupons and electrical resistance probes
If changes have been made to the process (e.g. if incoming water quality cannot be maintained or other uncertainties arise) concerning the corrosion behaviour of the construction materials, it is possible to incorporate coupons or probes of the material into the plant and monitor their corrosion behaviour.
This approach may be used to assist in the materials selection process for a replacement plant. Small coupons (typically, 25 × 50mm) of any material may be suspended in the process stream and removed at intervals for weight loss determination and visual inspection for localized corrosion.
Electrical resistance probes comprise short strands of the appropriate material electrically isolated from the item of plant. An electrical connection from each end of the probe is fed out of the plant to a control box. Instrumentation in the box senses the electrical resistance of the probe.
The probe’s resistance rises as its cross-sectional area is lost through corrosion. The materials should be in the appropriate form, i.e. cast/wrought/welded, heat treatment and surface condi- tion.
Metal coupons should be electrically isolated from any other metallic material in the system. They should be securely attached to prevent their being dislodged and causing damage downstream.
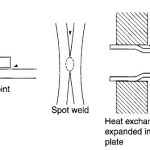
Simple coupons and probes cannot replicate the corrosion effects due to heat transfer but otherwise provide very useful information. It should be noted that any corrosion they have suffered represents the integrated corrosion rate over the exposure time.
Corrosion rates often diminish with time as scaling or filming takes place, thus short-term exposures can give values higher than the true corrosion rate.
3. Electrochemical corrosion monitoring
A number of corrosion-monitoring techniques, based on electrochemical principles, are available. These give an indication of the instantaneous corrosion rate, which is of use when changing process conditions create a variety of corrosion effects at different times in a plant. Some techniques monitor continuously, others take a finite time to make a measurement.
- Polarization resistance: The current-potential behaviour of a metal, externally polarized around its corrosion potential, provides a good indication of its corrosion
The technique has the advantage of being well established and hence reliable when used within certain limitations.
This technique can only be used for certain metals, to give general corrosion rate date in electrolytes. It cannot be employed to monitor localized corrosion such as pitting, crevice corrosion or stress corrosion cracking, nor used in low-conductivity environments such as concrete, timber, soil and poor electrolytes (e.g. clean water and non-ionic solvents). Equipment is available commercially but professional advice should be sought for system design and location of probes.
- Impedance spectroscopy: This technique is essentially the extension of polarization resistance measurements into low-conductivity environments, including those listed
The technique can also be used to monitor atmospheric corrosion, corrosion under thin films of condensed liquid and the breakdown of protective paint coatings. Additionally, the method provides mechanistic data concerning the corrosion processes which are taking place
- Electrochemical noise: A variety of related techniques are now available to monitor localized No external polarization of the corroding metal is required, but the electrical noise on the corrosion potential of the metal is monitored and analysed. Signatures characteristic of pit initiation, crevice corrosion and some forms of stress corrosion cracking are obtained.
4. Thin-layer activation
This technique is based upon the detection of corrosion products, in the form of dissolved metal ions, in the process stream.
A thin layer of radioactive material is created on the process side of an item of plant. As corrosion occurs, radioactive isotopes of the elements in the construction material of the plant pass into the process stream and are detected.
The rate of metal loss is quantified and local rates of corrosion are inferred. This monitoring technique is not yet in widespread use but it has been proven in several industries.